GB/T1804-m_一般公差
 朋于晏2021-08-01原创
朋于晏2021-08-01原创一 般 公 差
线性尺寸的未注公差
本标准等效采用国际标准ISO 2768-1:1989《一般公差——第1部分:未注出公差的线性和角度尺寸的公差》中未注出公差的线性尺寸的公差部分。
1 范围
本标准规定了线性尺寸的一般公差等级和极限偏差。
本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。非金属材料和其他工艺方法加工的尺寸可参照采用。
本标准规定的极限偏差适用于非配合尺寸。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡不注日期的引用文件,其最新版本适用于本标准。
GB/T 1804-92 一般公差 线性尺寸的未注公差
GB6403.4-86 零件倒圆与倒角
3 术语
3.1 一般公差
一般公差系指在车间一般加工条件下可保证的公差。采用一般公差的尺寸,在该尺寸后不注出极限偏差。
4 线性尺寸的一般公差
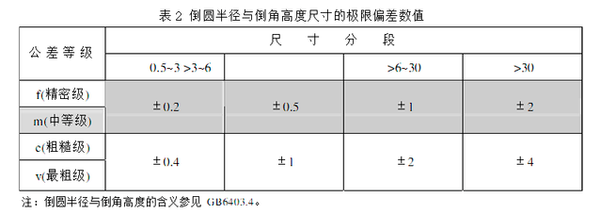
4.1 线性尺寸的一般公差规定四个公差等级。线性尺寸的极限偏差数值表见表1;倒圆半径和倒角高度尺寸的极限偏差数值见表2。
4.2 规定图样上线性尺寸的未注公差,应考虑车间的一般加工精度,选取本标准规定的公差等级,由相应的技术文件或标准作出具体规定。
4.3 本公司图样上线性尺寸的未注公差,选取GB1804-m。

5 线性尺寸的一般公差的表示方法 采用GB/T1804规定的一般公差,在图样上、技术文件或标准中用国家标准号和公差等级符号表示。例如选用中等级时,表示为:GB/T1804-m
附录A
线性尺寸的一般公差的概念和作用
(参考件)
A1 概述
A1.1 零件上要素的尺寸、形状或要素之间的位置等要求,决定于它们的功能。无功能要求的要素是不存在的。因此,零件在图样上表达的所有要素都有一定的公差要求。
A1.2 对功能上无特殊要求的要素可给出一般公差。
A1.3 一般公差可应用在线性尺寸、角度尺寸、形状和位置等几何要素。 A1.4 采用一般公差的要素在图样上不单独注出公差,而是在图样上、技术文件或标准中作出总的说明。
A2 线性尺寸的一般公差的概念
A2.1 线性尺寸的一般公差是在车间普通工艺条件下,机床设备一般加工能力可保证的公差。在正常维护和操作情况下,它代表经济加工精度。
A2.2 线性尺寸的一般公差主要用于较低精度的非配合尺寸。当功能上允许的公差等于或大于一般公差时,均应采用一般公差。只有当要素的功能允许一个比一般公差大的公差,而该公差比一般公差更经济时(例如装配时所钻的盲孔深度),其相应的极限偏差要在尺寸后注出。
A2.3 采用一般公差的尺寸在正常车间精度保证的条件下,一般可不检验。 A2.4 两个表面分别由不同类型的工艺(例如切削和铸造)加工时,它们之间线性尺寸的一般公差,应按规定的两个一般公差数值中的较大值。
A3 一般公差的作用
应用一般公差,可带来以下好处:
a简化制图,使图样清晰易读;
b节省图样设计时间。设计人员中要熟悉和应用一般公差的规定,可不必逐一考虑其公差值;
c明确了哪些要素可由一般工艺水平保证,可简化对这些要素的检验要求而有助于质量管理;
d突出了图样上注出公差的要素,这些要素大多是重要的且需要控制的,以便在加工和检验时引起重视;
e由于明确了图样上要素的一般公差要求,便于供需双方达成加工和销售合同协议,交货时也可避免不必要的争议。